

The global transition from fossil-fueled thermal generation to volatile renewable sources—such as wind and solar photovoltaics—has created an urgent operational imperative for grid modernization. Central to this paradigm shift is the Battery Energy Storage System (BESS). At both the macro-grid utility scale and localized commercial and industrial (C&I) operational levels, BESS acts as an electrochemical buffer. It resolves grid congestion, bridges the generation-consumption lag, and delivers essential ancillary services such as frequency containment, voltage regulation, and primary reserve capacity.
From a global economic perspective, BESS deployment is no longer purely driven by government subsidies. It is increasingly propelled by market-driven Levelized Cost of Storage (LCOS) reductions and shifting pricing structures. Regulatory frameworks such as the European Union’s Green Deal Net-Zero Industry Act, the United States’ Inflation Reduction Act (IRA), and Asia-Pacific’s intensive grid expansion goals have established strict performance, circular economy, and localization standards. For procurement managers, engineering firms, and grid developers, selecting premium manufacturing partners is a complex process. It requires evaluating electrochemical chemistry, manufacturing standards, and thermal integration capabilities to ensure project viability over 15 to 20-year lifespans.
Modern battery storage systems rely on diverse battery chemistries, each optimized for specific applications. Large-scale utility systems favor Lithium Iron Phosphate (LiFePO4 or LFP) for its thermal stability and long cycle life. Industrial setups frequently use high-capacity Valve-Regulated Lead-Acid (VRLA) AGM or Gel batteries where initial capital expenditure is a primary constraint, or Nickel-Metal Hydride (Ni-MH) for specific extreme temperature applications. Understanding the trade-offs between energy density, thermal safety, environmental resilience, and upfront cost is critical to matching technology to operational requirements.
| Battery Chemistry | Typical Cycle Life | Thermal Runway Temp | Best Application Match | Levelized Cost Trend |
|---|---|---|---|---|
| Lithium Iron Phosphate (LFP) | 6,000+ Cycles (at 80% DOD) | ~270°C (Highly Stable) | Daily Peak Shaving, Microgrids, C&I Cabinet Systems | Rapidly Decreasing due to Scale |
| AGM / Gel Lead-Acid | 1,200 - 1,800 Cycles | Non-combustible | Telecom Backup, Emergency UPS, Off-Grid Solar Storage | Mature, Stable Low Cost |
| Lithium Nickel Manganese Cobalt (NMC) | 3,000 - 4,000 Cycles | ~210°C (Requires Advanced Mitigation) | Space-constrained Urban ESS, Mobile Power Storage | Highly Volatile pricing |
| Industrial Ni-MH | 2,000+ Cycles | Extremely Safe | Extreme Ambient Temps (-30°C to 60°C), Infrastructure | Premium specialty pricing |
While early-generation energy storage relied strictly on round-trip efficiency (RTE) calculations, modern financial models evaluate the Degraded Capacity Guarantee and the operational cost of the Battery Management System (BMS) parasitic loads (such as HVAC and liquid-cooling chillers). These active system costs can degrade net efficiency by 5% to 8% annually if not properly optimized.
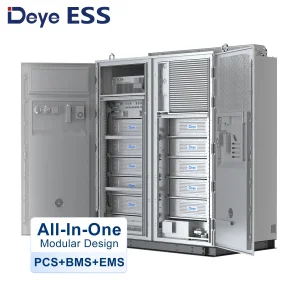
Megawatt-scale enclosures generate significant internal thermal loads. Liquid cooling system dynamics, using glycols circulated through micro-channel cold plates, maintain core cell temperature variances within ±2°C. This prevents localized heat pockets that accelerate cell degradation. Conversely, intelligent air cooling remains optimal for decentralized C&I cabinets, striking a balance between initial capital cost and lower parasitic auxiliary power requirements.
Modern BMS architecture utilizes a three-tier topology: the Slave BMS (monitoring individual cell voltages and temperatures), the Master BMS (managing rack-level parameters), and the System BMS (coordinating multiple racks with the Power Conversion System). Combining this structure with high-precision Active Balancing transfers energy from higher-voltage cells to lower-voltage cells. This process extends system capacity by up to 12% compared to conventional passive dissipation.
Strict safety standards, such as NFPA 855 and UL 9540A, require complex mitigation strategies. These include gas detection networks that identify off-gassing (specifically CO, H2, and volatile organic compounds) before thermal events occur. Enclosures are protected by multi-stage aerosol or clean-agent fire suppression systems, combined with structural burst-discs to safely vent internal pressures and prevent structural damage.
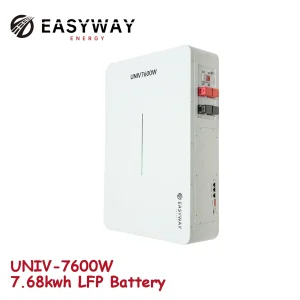
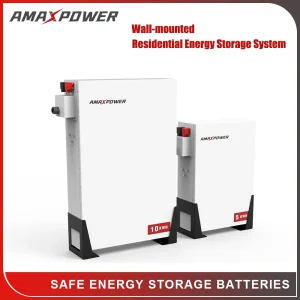
Different applications present unique operational profiles. In telecom infrastructure, systems must withstand extreme ambient temperatures in outdoor cabinets while offering deep discharge resilience. For C&I installations, peak-shaving systems must respond rapidly to load changes to effectively reduce demand charges. In residential setups, safety, low acoustic signatures, compact footprints, and plug-and-play integration with hybrid PV-inverters are key priorities.
Choosing a manufacturing partner capable of adapting mechanical enclosures, designing dynamic Battery Management Systems (BMS), and configuring thermal control systems is essential to meeting these varied requirements. A flexible OEM/ODM approach ensures that BESS designs are optimized for their specific local operational conditions rather than relying on one-size-fits-all solutions.
Established in 2014 in the global hardware innovation hub of Shenzhen, China, Shenzhen Suntherra Battery Co., Ltd. is a leading manufacturer of solar energy storage batteries and integrated power solutions. Over the past decade, the company has developed into a trusted OEM and ODM partner, delivering advanced energy storage systems to residential, commercial, industrial, and utility-scale projects globally.
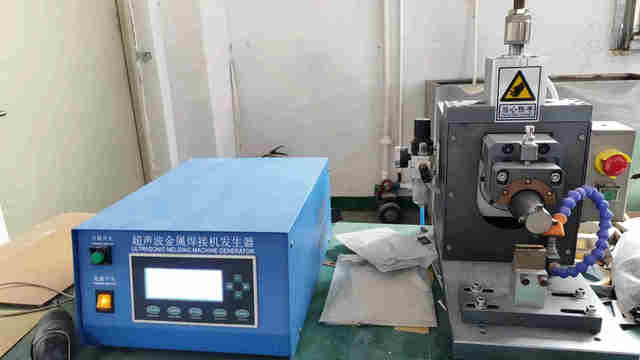
Suntherra operates a modern production facility covering approximately 12,000 square meters. It features automated cell sorting, high-precision laser welding, and automated multi-stage aging and testing equipment. The company employs over 180 experienced professionals, including dedicated electro-chemical engineers, BMS software developers, thermal simulation experts, strict quality control inspectors, and international customer support specialists.
As an agile, quality-focused manufacturer, Suntherra provides comprehensive OEM/ODM customization services. These include custom system voltages (from 12V to high-voltage 800V DC stacks), custom BMS communication configurations (supporting CAN, RS485, Modbus, and major inverter protocols), physical enclosure optimization, private labeling, and regional compliance certifications (including UN38.3, CE, IEC 62619, and UL standards).
Suntherra's manufacturing process is built on strict quality management principles to ensure maximum safety, reliability, and cycle life:






For Engineering, Procurement, and Construction (EPC) firms, selecting the right battery manufacturer is critical to long-term project performance and reducing risk. Standard factory audits should go beyond reviewing basic production metrics and evaluate deep technical and operational factors. A comprehensive evaluation framework helps ensure quality at every stage of the manufacturing process.
Key audit areas include assessing cell supply chain transparency, analyzing automated testing protocols, and verifying internal BMS development and integration capabilities. A structured approach to factory selection can minimize technical and financial risks across the project lifecycle.
Ensure the factory uses Tier-1 electrochemical cells with clear origin tracking and QR code serialization. This prevents the mixing of different cell grades, which can cause internal voltage imbalances, increase operating temperatures, and shorten the system's useful life.
Review the factory's internal standards for cell grouping. Premium manufacturers match cells within strict tolerances: static voltage variations under ±2mV and internal resistance variations under ±0.2mΩ. This high level of consistency helps maximize battery pack performance.
Confirm the BMS hardware is built with reliable automotive-grade microcontrollers and is compatible with key communication protocols (such as Modbus, CAN, and RS485). The system should integrate smoothly with major inverter brands to ensure reliable data transfer.