Explore our premium tier-1 lithium batteries, intelligent hybrid systems, and deep-cycle energy configurations designed for high efficiency, seamless integration, and long lifecycle stability.







An in-depth structural exploration of solar system optimization dynamics, smart BESS architectures, and the custom engineering supply chain powering the green transition.
Modern renewable grids require more than simple photovoltaic power generation. In the context of microgrids, decentralized systems, and smart grid interactions, the ultimate challenge lies in system optimization. Standard solar system components operate with varying efficiencies under changing environmental parameters. When solar arrays, hybrid inverters, and battery backup storage fail to communicate seamlessly, overall system round-trip efficiency (RTE) drops, accelerating hardware degradation.
System optimization targets the critical bottlenecks within high-capacity hardware structures. By optimizing battery parameters, charge-discharge curves, and cell chemistry interactions, utility-scale developers and residential integrators can reduce the Levelized Cost of Storage (LCOS). The integration of highly tailored Battery Management Systems (BMS) serves as the primary optimizer, regulating state-of-charge (SoC), state-of-health (SoH), and thermal balancing across cell matrices.
Established in 2014 and operating in the core technology cluster of Shenzhen, China, Shenzhen Suntherra Battery Co., Ltd. stands as a premier high-tech OEM and ODM manufacturer of solar energy storage batteries and integrated renewable solutions.
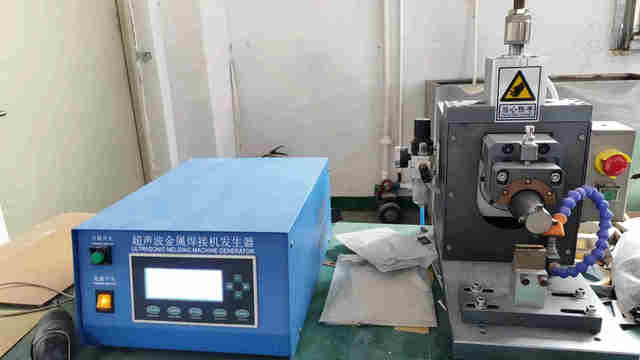
Suntherra operates a modern, highly standardized manufacturing plant extending over 12,000 square meters. The plant integrates multi-tier automated cell classification, robotic laser welding, automatic BMS calibration systems, and computerized high-voltage chamber test matrices.
Our dedicated R&D team consists of material scientists, battery engineers, thermal safety experts, and software developers. With strict adherence to international quality management guidelines, Suntherra guarantees safe, highly resilient energy architectures. We specialize in tailoring custom solutions from cell chemistry configurations (LiFePO4, LTO, VRLA Gel, and AGM) to specialized mechanical chassis designs, enabling multi-tier battery enclosures to withstand harsh environments globally.
Why Tier-1 Chinese manufacturers stand at the forefront of the global solar system optimization supply chain.
Shenzhen represents the epicenter of the global lithium and electronics supply chain. We procure active cell components, grade-A prismatic lithium carbonate, and high-performance semiconductors at unmatched speed and value.
Customizing communication protocols (CANbus, RS485, Modbus) directly with tier-1 inverter brands such as Deye, Growatt, SMA, and Victron. Real-time monitoring enables seamless integration and system stability.
By engineering customized internal heatsinks, passive phase-change materials, and forced cooling channels, our batteries operate safely in extreme environments, offering over 6,000 deep cycles.
For international distributors, system integrators, and BESS engineering firms, choosing an OEM/ODM partner is a multi-layered process. High-capacity projects require customized solutions that account for:
Bridging the gap between raw battery storage technology and complex physical deployment scenarios.
For modern corporate grids, industrial parks, and high-energy facilities, Peak Shaving is the most efficient way to reduce overall operating costs. Industrial power systems utilize Suntherra’s customizable rack-mounted lithium configurations (e.g., 48V 200Ah or high-voltage energy cubes) integrated with dynamic hybrid inverters. During peak demand periods, the intelligent system switches power draws from the main grid to the local battery array, preventing utility surcharge fees.
Telecom towers located in remote parts of Africa, the Middle East, and Southeast Asia experience constant heat and power instability. In these applications, conventional lithium batteries degrade quickly unless housed in actively cooled chambers.
Suntherra addresses this challenge through high-temperature Gel maintenance-free batteries (such as the Cspower HTL deep-cycle series) and ultra-durable Lithium Titanate (LTO) options. These high-temperature gel batteries use specialized micro-porous PVC-SiO2 separators and high-density lead-antimony grids to operate efficiently up to 60°C without requiring active air conditioning, saving significant operation and maintenance (O&M) costs.
Addressing the complex engineering and integration questions of international energy procurement directors.
Our BMS software supports multi-protocol auto-negotiation. During production, we program the CANbus, RS485, and Modbus communication registers with the hex codes of industry-leading brands (e.g., Deye, SMA, Growatt, Victron, Goodwe). When integrated into the system, the battery automatically detects the inverter model and synchronizes charge voltage, cut-off current, and temperature safety boundaries.
LiFePO4 (LFP) offers the best energy density and lifecycle economy (6000+ cycles at 80% DoD) for general residential and commercial installations. LTO (Lithium Titanate) provides extreme life (20,000+ cycles) and works reliably down to -40°C to +65°C, making it ideal for military or high-reliability infrastructure. VRLA Gel is highly cost-effective, maintenance-free, and handles high-temperature float-charging scenarios where lithium chemistry thermal management would require complex active cooling systems.
Thermal runaway mitigation begins at the cell selection level. We source only Grade-A prismatic LFP cells with explosion-proof safety vents. Our stackable battery structures feature specialized physical insulation barriers between cells, robust aluminum structures for rapid heat dissipation, and micro-sensors that measure internal temperatures. The BMS monitors these thermal indicators and will isolate affected packs instantly if abnormal temperature rises occur.
The process begins with our engineering team evaluating your electrical requirements (capacity, voltage, charge/discharge rates, ambient environment). Next, we design custom 3D CAD models of the battery pack casing and configure the BMS hardware and software. Once the design is approved, we assemble prototypes for comprehensive stress and certification testing. Following successful validation, we initiate mass production, utilizing fully automated cell matching and welding lines, before performing final QC tests and arranging shipping.
Specialized high-capacity power walls, deep-cycle high-temp gel units, rack assemblies, and microgrid container systems built to industrial-grade standards.








A closer look inside our 12,000 square meter ISO 9001-certified clean energy manufacturing center.