Innovative Storage Systems for Residential and Commercial Applications
Decoding the Future of Solar Wiring & Battery Manufacturing
The renewable energy landscape is undergoing a tectonic shift. As a premier Solar Wiring & Battery Manufacturer, Shenzhen Suntherra Battery Co., Ltd. observes three primary trends driving the market: the transition from Lead-Acid to Lithium Iron Phosphate (LiFePO4), the emergence of Sodium-Ion technology, and the integration of AI-driven Smart BMS (Battery Management Systems).
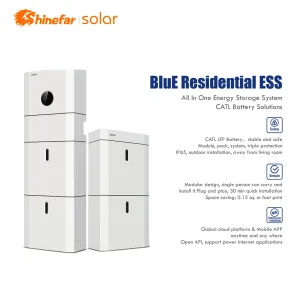
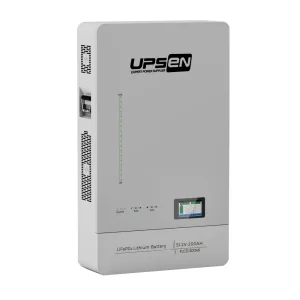
LiFePO4 has become the gold standard for residential storage due to its inherent thermal stability and cycle life (often exceeding 6,000 cycles). However, for extreme temperature environments, Sodium-Ion (Na-Ion) batteries are proving to be a disruptive alternative, offering better performance at sub-zero temperatures and a lower cost profile for large-scale grid stabilization.
For international wholesalers and EPC (Engineering, Procurement, and Construction) contractors, the focus has shifted from "lowest price" to "lowest total cost of ownership (TCO)." High-quality solar wiring and high-density battery packs reduce maintenance overhead and prevent system downtime. Global buyers now prioritize:
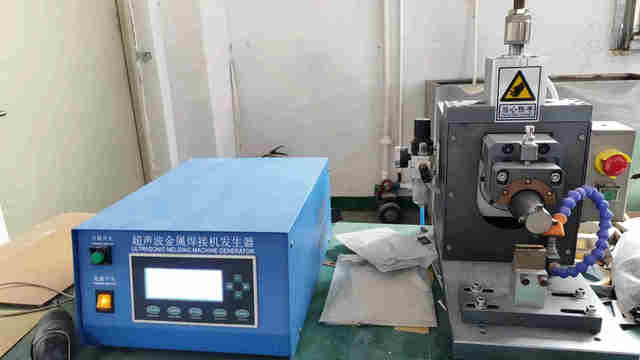
Shenzhen Suntherra’s 12,000-square-meter facility in Shenzhen represents the pinnacle of China Factory 4.0. By integrating automated production lines and real-time quality monitoring, we ensure that every Solar Battery meets rigorous standards. Efficiency is not just about speed; it's about the Supply Chain Resilience that allows us to offer OEM/ODM services with rapid prototyping and consistent delivery despite global logistics fluctuations.
Our "Smart Manufacturing" approach involves automated aging tests where every cell is cycled and balanced before assembly. This reduces the risk of "infant mortality" in battery packs, providing our global partners with the reliability they need to maintain their brand reputation.
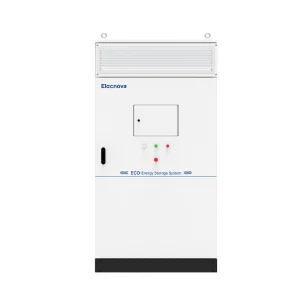
Advanced liquid-cooled ESS for commercial projects, ensuring optimal temperature control and 20% higher efficiency than air-cooled systems.
From BMS integration to custom voltage configurations, we provide tailored solar wiring and battery solutions for specific regional needs.
Our intelligent Battery Management Systems offer remote monitoring, cloud-based diagnostics, and active cell balancing features.
Serving Europe, North America, and Africa with dedicated support teams and optimized shipping for dangerous goods (Class 9).
High-conductivity cables and connectors designed to withstand UV exposure and extreme outdoor industrial conditions.
Continuous R&D in Sodium-ion and Solid-state battery technologies to keep our clients ahead of the competition.
The versatility of our product line allows for diverse applications across the globe:




Expert Insights into Solar Battery Technology
Scaling Green Energy for Commercial and Large-scale Projects
Since 2014, Shenzhen Suntherra Battery Co., Ltd. has been at the forefront of the renewable energy revolution. From our state-of-the-art facility in Shenzhen, China, we deliver high-performance solar energy storage batteries and integrated power solutions to a global clientele.
Our commitment to E-E-A-T principles (Experience, Expertise, Authoritativeness, and Trustworthiness) is reflected in our 12,000 sqm production site, our team of 180+ professionals, and our unwavering focus on battery safety and cycle longevity. Whether you are looking for residential Power Walls or industrial liquid-cooled ESS, Suntherra is your trusted partner for a greener future.