The international clean energy sector is undergoing a massive shift. Commercial & Industrial (C&I) enterprises are scaling up their decentralized power assets to address several key trends:
High tier-one industrial hubs are deploying high-capacity LiFePO4 configurations to hedge against peak electricity pricing and demand charges.
Heavy equipment, solar street lighting, off-grid telecom towers, and marine configurations require custom-engineered enclosures with specialized high-level BMS integrations.
With strict European Scope 3 emissions tracing and carbon border adjustments (CBAM), selecting high-performance battery systems with long lifetimes is essential for corporate compliance.
To address these evolving requirements, Shenzhen Suntherra Battery Co., Ltd. uses its modern production facility to supply highly integrated energy products. We deliver customizable battery capacities, specific mechanical dimensions, and advanced communication protocols (CANbus, RS485, RS232) designed for global distribution and deployment.
Distributed home battery backup systems form the foundation of virtual power plants (VPPs). Our 51.2V rack-mounted and wall-mounted LiFePO4 battery packs interface with major hybrid inverters (e.g., Victron, Growatt, Deye, Sofar). By implementing localized load control, homeowners reduce their grid reliance during peak rate windows.
Modern telecommunication towers operate in harsh environments with fluctuating ambient temperatures. Suntherra's smart BMS systems feature high-temp cutoff, under-voltage protection, and cell balance modules to guarantee stable operation. Using LFP chemistry instead of traditional lead-acid batteries reduces maintenance footprints and lowers the Total Cost of Ownership (TCO) over a 10-year cycle.
From specialized wheeled heavy-duty batteries to portable 500W pure sine wave generator solutions, we address mobile energy needs. Whether powering remote construction tools, emergency field hospitals, or off-grid RV and camping applications, our batteries utilize advanced automotive-grade cells to deliver reliability under mechanical stress.
Suntherra provides end-to-end engineering services, turning initial requirements into certified, mass-produced energy storage solutions:
We calculate exact voltage, capacity, and rate capabilities based on load profiles and target operating environments.
We program custom protection values and implement communication protocols (CANbus/RS485) to integrate with inverter architectures.
We design custom sheet-metal cabinets (IP65, IP67) with passive or active cooling paths to manage thermal profiles.
Every design undergoes comprehensive aging, high-current discharge, vibration, and safety testing prior to volume export.
The energy storage landscape is advancing rapidly beyond standard lithium-ion configurations. As a leading manufacturer, Suntherra maintains a strong R&D focus to track and implement next-generation battery breakthroughs:
Our engineers focus on upgrading energy density and optimizing cell configurations, helping B2B clients secure reliable battery infrastructure that meets shifting international standards.







Commercial energy storage systems (CESS) are no longer just optional accessories for green business marketing. Today, they are high-performance assets deployed in key markets to secure grid reliability, satisfy local carbon regulations, and lower operational overhead.
In Europe and North America, grid congestion and rising fuel costs have accelerated the adoption of localized lithium systems. By partnering with an OEM factory like Shenzhen Suntherra Battery Co., Ltd., global distributors can deliver highly specialized solutions. From deep cycle gel formulations for off-grid sites to smart lithium systems built for utility backup, we ensure consistent product availability. Our 12,000-square-meter facility in Shenzhen operates advanced, automated production lines to meet high international demands.
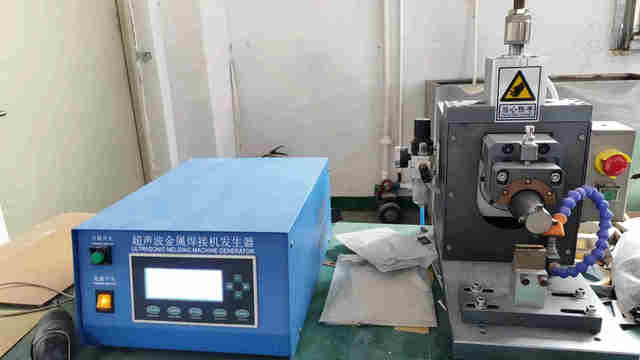
Explore our modern production facility in Shenzhen, China. From automated cell sorting and precise laser welding to deep cycle capacity testing and thermal testing, we ensure quality control at every stage of production.







Exporting battery storage systems globally requires meeting strict safety, transit, and environmental standards. Standard imports can face custom hurdles without proper compliance certification.
Shenzhen Suntherra Battery Co., Ltd. ensures all operations are fully compliant. Our production facility and battery products meet major international regulatory criteria:
We provide certified UN38.3 reports and complete Material Safety Data Sheets (MSDS) to guarantee safe and hassle-free maritime, land, and air freight logistics.
Our battery systems are certified with CE, FCC, and RoHS marks, verifying they meet electromagnetic compatibility, quality, and environmental safety standards.
Integrated Battery Management Systems offer active balancing, cell temperature monitoring, overcharge protection, and over-discharge prevention to ensure long-term stability.
Get technical answers about our advanced manufacturing processes, ordering terms, and configuration services.